高品质的铝壳电阻源于精密的制造流程和严格的质量管控。深入了解其生产工艺,有助于用户识别优质产品,确保关键应用的可靠性。
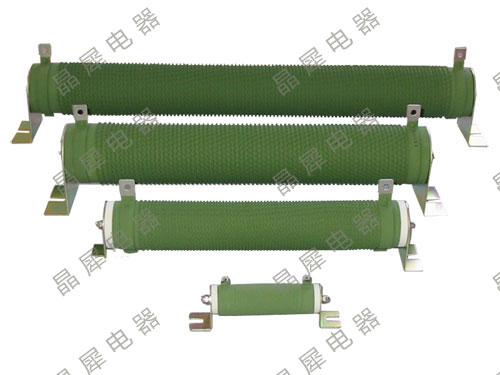
材料准备是铝壳电阻制造的基础环节。外壳采用6063-T5或6061-T6系列铝合金型材,经挤压成型获得散热翅片结构。这些铝合金牌号具有良好的导热性、可加工性和表面氧化特性,是铝壳电阻外壳的理想材料。电阻丝选用铁铬铝或镍铬合金,根据阻值和功率要求计算线径和长度,高精度绕制确保阻值一致性。
外壳加工是铝壳电阻生产的关键工序。铝合金型材经切割、钻孔、攻丝等机械加工,形成完整的壳体结构。散热翅片的形状、尺寸、间距经过优化设计,在保证散热效率的同时兼顾结构强度。表面处理采用阳极氧化工艺,生成厚度10-25μm的氧化膜,提高耐腐蚀性和绝缘性。氧化膜质量通过膜厚测试和封孔质量检验验证。
电阻丝装配是铝壳电阻的核心环节。在陶瓷骨架或云母骨架上,按设计匝数均匀绕制电阻丝,确保匝间间距一致,避免局部过热。绕制张力控制影响电阻丝的应力状态和长期稳定性。对于大功率铝壳电阻,采用多股并联结构降低集肤效应,提高电流承载能力。无感绕制采用双线并绕或反向绕法,将电感量降至最低。
导热填充确保铝壳电阻的热传导效能。电阻丝组件装入铝壳后,填充氧化镁粉或导热硅胶等绝缘导热材料,形成从电阻丝到外壳的低热阻通道。填充密度和均匀性直接影响散热性能,先进的生产线采用振动灌装和真空处理,确保填充密实无空隙。填充材料的耐温等级需高于铝壳电阻的最高工作温度。
电气连接是铝壳电阻的关键节点。电阻丝引出线与接线端子采用压接或焊接方式,接触电阻必须小于规定值。大电流铝壳电阻的端子采用铜排镀镍处理,降低接触电阻和温升。接线端子的机械强度需满足扭矩要求,防止运输和安装中松动。端子防护罩提供触电保护和意外触碰防护。
质量检测贯穿铝壳电阻生产全过程。冷态电阻测量使用精密电桥,精度达到±1%或更高。绝缘电阻测试验证电阻丝与外壳的绝缘性能,通常要求大于100MΩ。耐压试验施加规定交流高压,持续1分钟无击穿。温升试验在额定功率下运行至热平衡,表面温度不超过标准限值,红外热像仪检测温度分布均匀性。
老化筛选剔除早期失效产品。铝壳电阻出厂前进行110%-125%额定功率的老化运行,持续数小时至数十小时,暴露潜在缺陷。抽样进行寿命试验,验证长期运行稳定性。振动试验模拟运输和使用中的机械应力,频率和加速度符合相关标准。建立质量追溯系统,记录原材料批次、生产参数、检测数据。
质量管理体系认证是铝壳电阻供应商的基本资质。ISO9001认证保证过程受控,产品一致性高。选择具有完善检测手段、完整质量记录、良好市场口碑的制造商,是获得可靠铝壳电阻的前提保障。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号