精密制造的技术内涵
铝壳电阻的可靠性源于严格的制造工艺控制。从铝型材挤压到成品测试,每个环节都影响着产品的电气性能、散热能力和使用寿命。了解制造过程,有助于用户识别产品质量,做出明智采购决策。
核心工艺流程详解
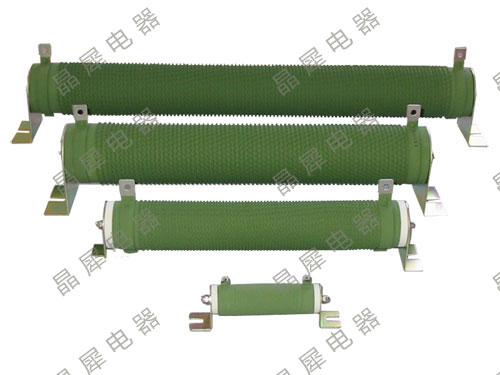
铝型材成型:采用6063或6061系列铝合金,通过精密模具热挤压成型。型材截面设计兼顾散热面积、机械强度和安装便利性。挤压后进行时效处理,稳定材料性能,硬度达到HV80以上。
电阻元件制造:根据阻值和功率要求,选用镍铬合金或铁铬铝合金丝/带。绕制或冲压成型后,进行退火处理消除应力,稳定电阻温度系数。精密焊接引出端子,确保连接可靠。
组装与封装:电阻元件嵌入铝壳槽内,填充导热绝缘材料。该材料需具备高导热系数、电气绝缘性和耐高温特性,常见选择包括改性氧化铝导热泥和有机硅导热胶。填充工艺确保无气泡、无空隙,形成完整热传导路径。
端盖封装:两端加装绝缘端盖,引出接线端子。端盖材料需耐高温、抗老化,与铝壳配合实现密封防护。部分产品灌封环氧树脂,提升防护等级至IP65。
表面处理:阳极氧化处理在铝壳表面生成氧化铝保护膜,厚度8-20μm,提高耐腐蚀性和绝缘性。可染色为金色、黑色、红色等,便于识别和美观。特殊环境应用时,增加喷涂或电泳涂层。
质量检测关键项目
成品铝壳电阻需通过系统检测:电阻值精度测试(误差±5%以内)、绝缘耐压测试(通常AC2500V/1min)、温升试验(额定功率下稳定温升≤300K)、热循环试验(验证封装可靠性)、振动试验(模拟运输工况)。
品质差异识别要点
优质铝壳电阻外观规整,铝壳表面无划痕、无气泡,氧化膜均匀致密。重量符合标称值,过轻可能意味着铝材厚度不足或填充材料缺失。测量冷态电阻值,与标称值对比判断元件质量。查看供应商的检测报告和认证证书,了解质量管理体系。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号