一、安装前的参数核查
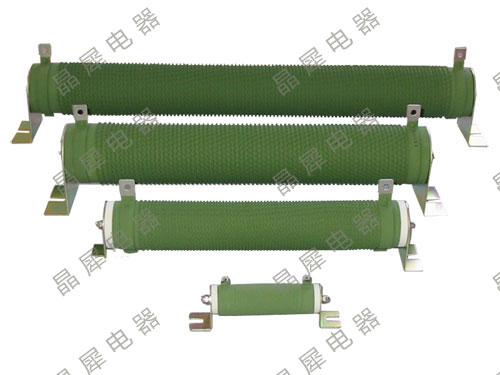
铝壳电阻在安装前必须进行严格的参数匹配核查,包括功率等级、阻值精度、上电持续时间等核心指标。接线前应使用电桥检测每只电阻的阻值及总阻值,偏差范围需控制在±5%以内,并严格按照制造商提供的电阻表数据进行连接。
对于大功率铝壳电阻,还需评估机柜内的热环境。若环境温度超过40℃,或电阻需长期高负载运行,应提前规划散热方案。标准铝壳电阻的连续工作温度不宜超过250℃,短时过载能力虽强,但频繁超温将显著缩短使用寿命。
二、接线与固定技术
铝壳电阻通常采用螺丝直接固定于散热板或机柜底板,安装时必须确保机械紧固与电气绝缘并重。引出端根据应用需求可选择螺杆式、带孔端片或焊接高温导线等形式。接线时首先剥去导线绝缘层,将铜线与电阻引脚可靠焊接,焊点应保持干净平滑,避免虚焊或短路。
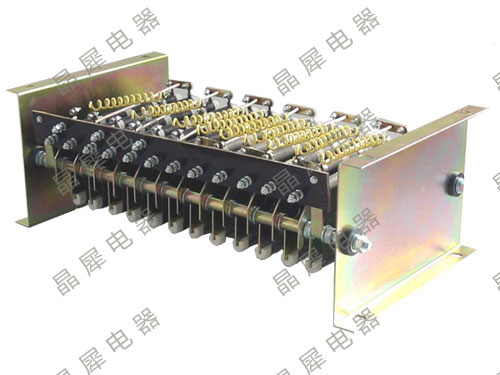
多支铝壳电阻并联使用时,各支路阻值误差需≤1%,以确保电流均匀分配。接线完成后应测量电阻对地绝缘电阻,数值须大于0.5MΩ。在整机调试阶段,建议进行上机温升测试,监测电阻表面温度变化是否在可控范围内。
三、散热优化与故障排查
铝壳电阻的散热设计是保障长期可靠运行的关键。垂直安装可利用自然对流降低温升,若空间受限可在壳体背面加装散热片。大功率场景下,散热器与电阻封装之间需使用导热硅脂或弹性垫片填充,最大限度降低热阻。
常见故障包括阻值漂移、异常发热和外壳氧化。定期清理表面灰尘与金属氧化物,检查绝缘瓷件是否破损,紧固螺钉是否松动。若运行温度持续高于300℃,需考虑增大功率余量或强化散热系统。通过规范的安装与维护,铝壳电阻可在恶劣工况下保持十年以上的稳定服役。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号