电阻元件的绕制工艺
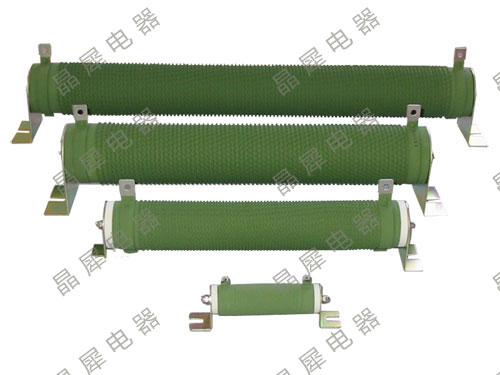
不锈钢电阻的核心元件采用镍铬合金或铁铬铝合金电阻丝,通过精密绕线机绕制在陶瓷骨架上。绕制过程需严格控制匝间间距和排线整齐度,确保电阻值精度和散热均匀性。电阻丝材质的选择直接影响不锈钢电阻的温度系数和抗氧化能力,优质合金丝可在1000℃高温下长期工作而不发生显著阻值变化。绕制完成后,电阻元件需经过阻值初测和高温老化处理,消除内应力,稳定电气性能。
不锈钢外壳的加工与处理
不锈钢电阻的外壳通常采用304或316不锈钢板材,通过冲压、折弯和焊接工艺成型。外壳壁厚根据功率等级确定,大功率产品壁厚可达3mm以上,以增强散热能力和机械强度。表面处理包括酸洗钝化和电解抛光,酸洗钝化可在不锈钢表面形成3至5μm的保护膜,耐腐蚀性能提升300%以上。电解抛光则使表面光洁度达到镜面效果,减少灰尘附着,便于清洁维护。
填充与封装技术
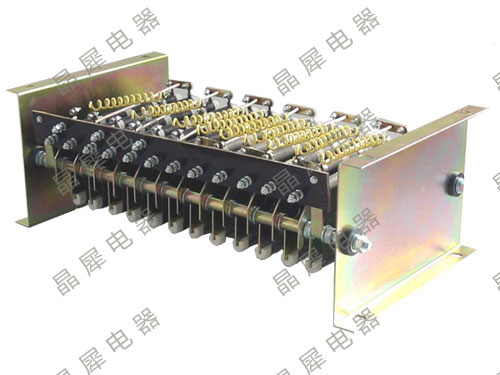
将电阻元件置入不锈钢外壳后,需填充氧化镁或石英砂等导热绝缘材料。氧化镁粉末通过振动填充确保密实均匀,部分高端产品采用真空灌封工艺排除气泡,提升散热效率和防潮能力。封装环节采用耐高温硅胶或环氧树脂密封端盖,确保不锈钢电阻的防护等级达到IP65以上。封装质量直接影响产品的防潮性能和长期可靠性,密封不良可能导致内部受潮、绝缘下降甚至短路故障。
出厂检验与认证体系
每支不锈钢电阻出厂前需经过严格检验:阻值精度测试确保偏差在标称范围内;耐压测试验证绝缘性能,通常要求不低于2000VAC;温升试验在额定功率下运行至热平衡,表面温升不得超过规定限值;脉冲负载试验模拟实际工况中的冲击电流。此外,产品需通过ISO9001质量管理体系认证,部分应用领域还要求UL、CE或船级社认证。完善的质量控制体系是确保不锈钢电阻在恶劣环境下长期稳定运行的根本保障。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号