铝合金外壳成型工艺
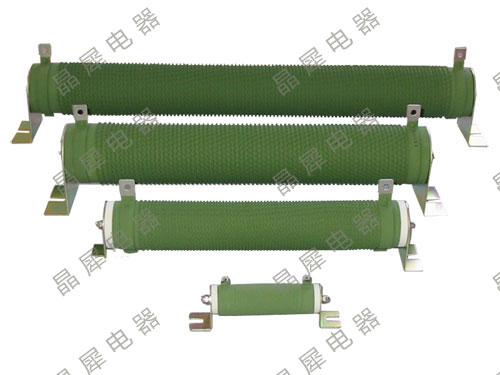
铝壳电阻的外壳通常采用ADC12或A380铝合金通过压铸工艺成型。压铸过程将熔融铝液在高压下注入精密模具,一次成型出复杂结构的壳体。优质的铝合金外壳应具有均匀的壁厚、光滑的内表面和精确的安装孔位。外壳成型后需进行去毛刺、清洗和表面处理,包括阳极氧化或喷塑,以提高耐腐蚀性和绝缘性能。
电阻元件的绕制与焊接
铝壳电阻的核心元件通常为镍铬合金或铁铬铝合金电阻丝。电阻丝通过自动绕线机精密绕制在陶瓷骨架上,确保匝间间距均匀、排线整齐。绕制完成后,电阻元件需经过阻值初测和老化处理,消除内应力。焊接环节采用银焊或铜焊工艺,将电阻元件与接线端子可靠连接,焊点需通过拉力测试和通电温升测试。
填充与封装工艺
将电阻元件置入铝壳后,需填充导热绝缘材料。氧化镁粉末通过振动填充确保密实均匀,部分产品采用真空灌封技术排除气泡。填充完成后,铝壳两端加盖密封,端盖与壳体之间采用耐高温硅胶或环氧树脂密封。封装质量直接影响铝壳电阻的防潮性能和长期可靠性,密封不良可能导致内部受潮、绝缘下降甚至短路故障。
出厂检验标准
每支铝壳电阻出厂前需经过多项严格检验:阻值精度测试确保偏差在标称范围内;耐压测试验证绝缘性能;温升试验在额定功率下运行至热平衡,表面温升不得超过规定限值;脉冲负载试验模拟实际工况中的冲击电流。只有通过全部检验的铝壳电阻才能出厂,确保用户获得性能稳定、质量可靠的产品。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号