一、核心制造工艺流程
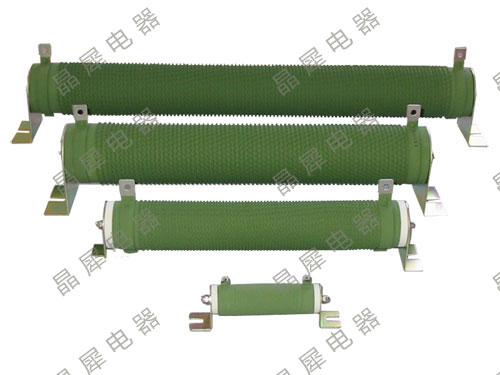
铝壳电阻的制造涉及多个精密工序。首先是电阻丝的选材与绕制,通常采用镍铬合金或铁铬铝合金,根据阻值要求计算丝径和长度。绕制工艺分为平绕和波纹绕,波纹绕能增加散热面积,适用于大功率型号。
绕制完成的电阻芯需要经过定型处理,确保几何尺寸稳定。随后装入铝合金外壳,注入导热硅脂或氧化镁粉作为填充材料。填充物的导热系数直接影响散热效果,高品质铝壳电阻采用进口导热材料,热阻可降低15%-20%。
端子连接采用氩弧焊或电阻焊,确保连接可靠、接触电阻小。最后进行激光打标,标注阻值、功率、精度等参数。整个制造过程需要在洁净车间进行,防止粉尘污染影响绝缘性能。
二、关键质量控制节点
原材料检验是第一道关卡。铝合金外壳需检测成分、硬度和表面质量,确保散热性能和机械强度。电阻丝要检查线径均匀性和电阻率一致性,批次差异需控制在±2%以内。
过程检验重点关注绕制张力和匝间距,张力不均会导致局部过热。填充工序需监控填充密度,密度不足会产生空洞,影响热传导。成品检验包括阻值测试、耐压测试、绝缘电阻测试和温升试验。
温升试验是验证铝壳电阻性能的关键项目。在额定功率下通电运行,监测表面温升是否超过标准限值。通常要求额定工作时外壳温升不超过200K,端子温升不超过50K。
三、可靠性测试与寿命评估
为确保铝壳电阻的长期可靠性,需要进行一系列加速寿命试验。高温老化试验在额定功率的1.5倍条件下运行1000小时,阻值变化应小于±2%。温度循环试验在-40℃至+150℃之间循环100次,检验材料热胀冷缩的适应性。
湿热试验模拟潮湿环境,在40℃、93%湿度条件下放置96小时,测试绝缘性能。振动试验模拟运输和使用中的机械应力,确保结构牢固。通过这些严苛测试的铝壳电阻,才能满足工业级应用要求。
四、质量追溯与持续改进
现代化铝壳电阻生产采用全程追溯系统。每个产品都有唯一序列号,记录原材料批次、生产参数和检验数据。一旦发现质量问题,可快速定位原因范围,实施精准召回。
持续改进机制包括客户反馈分析和失效模式研究。收集现场应用数据,分析铝壳电阻的失效案例,找出设计或工艺薄弱环节。通过PDCA循环不断优化,推动产品质量稳步提升,为客户提供更可靠的电阻解决方案。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号