一、原材料预处理工艺
优质不锈钢电阻的生产始于严格的材料筛选。冷轧不锈钢带材需经过固溶处理,消除加工硬化现象,恢复材料的延展性和导电均匀性。厚度公差控制在±0.02mm以内,确保电阻值的批次一致性。
表面清洁度直接影响不锈钢电阻的焊接质量。采用电解抛光工艺去除表面氧化层,粗糙度Ra值需低于0.8μm。这一步骤能有效减少焊接气孔,提升接头处的机械强度和导电性能。
二、成型与热处理技术
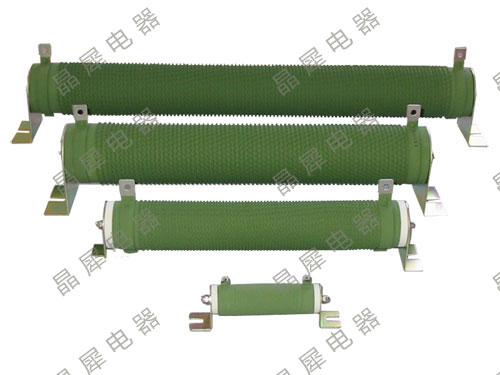
电阻体成型是不锈钢电阻制造的核心工序。数控绕线机精确控制螺距和圈数,误差范围不超过±1%。成型后的应力消除退火至关重要,在氢气保护气氛中加热至1050℃并快速冷却,使晶粒细化并稳定电阻率。
部分高性能不锈钢电阻需进行时效处理。在450-550℃温度区间保温数小时,使合金元素充分扩散,形成均匀的固溶体结构。这一工艺能提升电阻温度系数的稳定性,满足精密仪器的使用要求。
三、质量检测标准体系
成品不锈钢电阻需通过多项严苛测试。电阻值检测采用四线制测量法,消除引线电阻影响;耐压测试施加2倍额定电压+1000V的工频电压,持续1分钟无击穿;热循环试验模拟-40℃至最高工作温度的快速切换,验证材料的热疲劳性能。
出厂前的老化筛选是不锈钢电阻可靠性的最后保障。在1.2倍额定功率下连续运行48小时,剔除早期失效产品。这一工序虽增加生产成本,但大幅降低客户端的故障率。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号