一、电阻合金丝的精密绕制
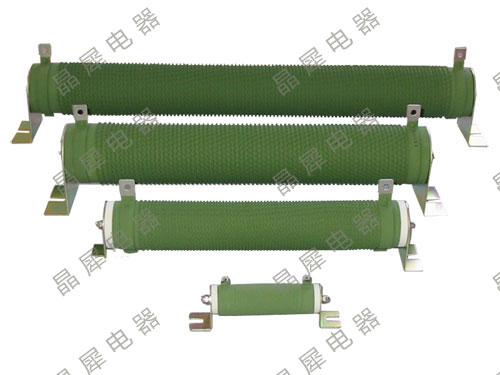
优质铝壳电阻的生产始于电阻材料的严格筛选。镍铬合金或铁铬铝合金丝材需经过光亮退火处理,确保电阻率均匀性和表面光洁度。自动绕线机精确控制螺距和张力,圈间距离误差不超过±0.1mm,这是保证功率分布均匀的基础。
绕制成型的电阻芯需进行定型处理。铝壳电阻内部的电阻丝在高温下保持特定形状,避免热循环过程中的变形移位。定型温度通常设定在600-800℃,既消除加工应力,又不改变材料的金相组织。
二、封装工艺的关键控制
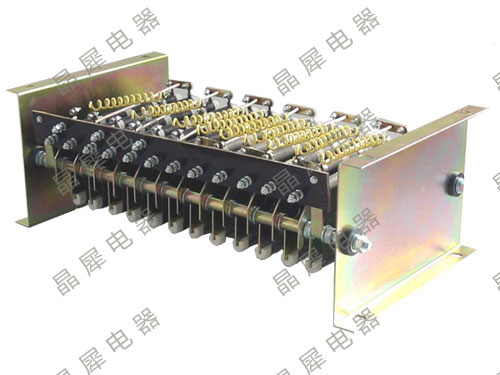
铝壳电阻的封装质量决定其长期可靠性。铝壳与端盖采用氩弧焊接或摩擦焊工艺,焊缝需通过气密性检测,确保内部绝缘材料不受潮失效。填充材料的配比和振实密度直接影响导热性能,自动化灌封设备保证每批次产品的一致性。
引线连接是铝壳电阻的薄弱环节。电阻丝与引出端子的连接采用氩弧焊接或银钎焊,焊点截面积需大于导线截面积的1.5倍,以承受瞬时大电流冲击。焊接后进行拉力测试,确保机械强度满足振动环境要求。
三、全面检测与可靠性验证
成品铝壳电阻需通过多道质量关卡。电阻值检测采用四线制电桥,精度达0.1%;耐压测试施加2.5kV工频电压,漏电流小于1mA;绝缘电阻测试在500VDC下测量,阻值不低于100MΩ。
可靠性试验模拟实际工况。铝壳电阻需通过温度循环试验,在-40℃至+200℃区间循环100次;短时过载试验施加10倍功率负载,验证极限承受能力。只有通过全部测试批次的产品方可出厂。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号