精密制造背后的技术积淀
一枚高品质的铝壳电阻诞生,需要经过材料科学、精密加工和严格质控的多重考验。深入了解其制造流程,有助于用户理解产品差异的本质,做出更明智的采购决策。
电阻丝材料的精密制备
铝壳电阻的核心是电阻丝,通常选用镍铬合金或铁铬铝合金。原材料经过真空熔炼、拉丝退火等工序,将直径控制在0.05-0.5mm范围内。合金成分的精确配比决定了电阻率和温度系数,优质批次的成分偏差控制在±0.5%以内。
绕制工艺直接影响产品性能。自动绕线机将电阻丝均匀缠绕在氧化铝陶瓷骨架上,匝间间距精确到0.1mm。疏绕设计利于热量散发,而密绕结构则适用于高阻值需求。绕制完成后进行定型热处理,消除内应力确保阻值稳定。
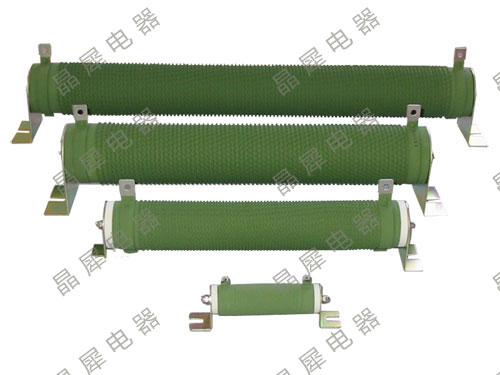
铝合金外壳的成型与处理
外壳采用6061或6063铝合金挤压成型,壁厚设计兼顾强度和散热需求。成型后的壳体经过阳极氧化处理,在表面形成10-20μm厚的氧化铝保护膜。这层膜不仅提供绝缘性能,更赋予产品耐腐蚀和耐磨损特性。
氧化工艺的控制精度直接影响外观一致性。优质产品的氧化膜色泽均匀,无斑点或流痕,膜厚偏差控制在±2μm范围内。特殊环境应用的产品还需进行封孔处理,提升抗污染能力。
组装与封装的关键控制
电阻芯装入铝壳后,填充材料的选择至关重要。耐高温硅胶或石英砂填充物既固定电阻丝位置,又传导热量至外壳。填充密度需精确控制:过松导致热阻增大,过紧则可能损伤电阻丝。
引线连接采用氩弧焊或电阻焊工艺,焊点抗拉强度需达到50N以上。引线材质通常为镀锡铜线,截面积根据额定电流设计,确保温升不超过标准限值。
全流程质量检测体系
成品检测包含多道关卡:初测验证阻值精度,高压测试检验绝缘强度(通常AC2500V/1分钟),老化测试模拟长期工作稳定性。抽样产品还需进行热循环试验(-40℃至+150℃循环100次),验证结构可靠性。
先进的制造商引入X光检测和红外热成像技术,无损检查内部绕线状态和温度分布均匀性。这些手段能发现肉眼不可见的潜在缺陷,将不良率控制在ppm级别。
智能制造的转型升级
行业领先企业正推进生产数字化,MES系统实时采集工艺参数,AI视觉检测替代人工目检。这些投入虽然增加短期成本,但换来的是产品一致性的质的飞跃,批次间阻值偏差可压缩至±1%以内。
结语
铝壳电阻的制造是材料工程与工艺技术的完美结合。用户在选购时,除关注价格因素外,更应考察供应商的工艺能力和质控体系,因为这决定了产品在实际工况中的长期表现。
 返回晶犀网首页>> 返回晶犀网首页>> |






 沪公网安备 31011502005724号
沪公网安备 31011502005724号